|
Usinage des côtés |

|

|

|
|
Usinage des côtés |
|
|
|
|
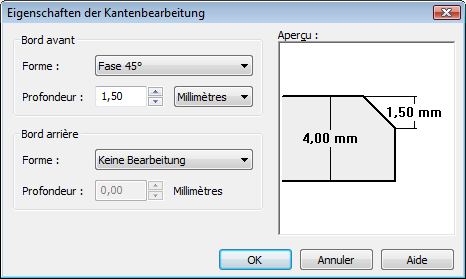
Pour les contours extérieurs de votre face avant, vous avez le choix entre un chanfrein (30°, 45° ou 60° avec une profondeur variable) ou un arrondi (rayons compris entre 0,5 et 3 mm). Vous accédez au dialogue correspondant en cliquant sur le bouton Usinage des côtés. Vous pouvez également placer des chanfreins et arrondis sur les contours des éléments fraisés. |
L'usinage des contours s'applique à toutes les formes de base de la face avant, indépendamment de leur largeur, hauteur, épaisseur.
Le contour d'une face avant rectangulaire est usiné en tenant compte des rayons d'angle configurés. Le contour libre résultant est alors usiné (le contour peut diverger du contour géométrique en particulier pour les petits rayons ou les petits angles d'ouverture). |
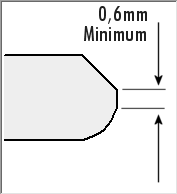
Nous pouvons usiner les deux côtés,
indépendamment l'un de l'autre. Seule la somme des profondeurs des chanfreins ou des rayons des arrondis est limitée par l'épaisseur de la face. Le programme s'assure qu'une bande non usinée de 0,6 mm de haut sur le côté avant de la face est conservée (voir "Exigences pour la surface frontale restante" ci-après). Par défaut, "aucun usinage" n'est configuré pour les deux côtés. |
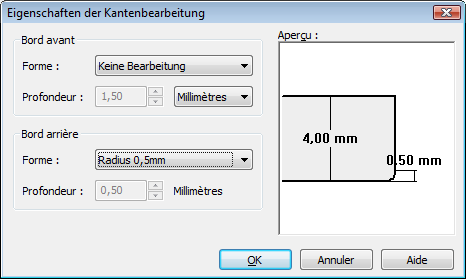
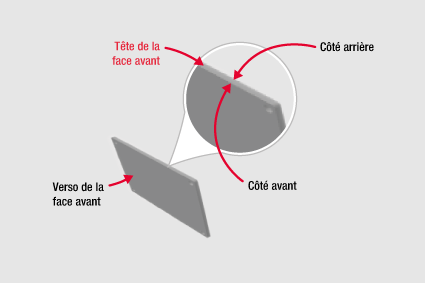
Les côtés avant et arrière peuvent être usinés indépendamment l'un de l'autre, soit comme chanfrein (surface plane inclinée) soit comme arrondi (quart de cercle). Choisissez l'option voulue dans la liste correspondant au côté (par défaut, "Aucun usinage" n'est sélectionné).
Chanfreins et arrondis étagés (usinage que de certaines parties du côté) sur demande. |
Un côté usiné est "vierge". Si l'impression du côté avant à usiner doit correspondre avec la surface de base visible, vous pouvez anodiser ou peindre votre face avant ultérieurement . |
Vous pouvez configurer ou combiner librement à la fois le type (chanfrein ou arrondi) et la profondeur / le rayon de l'usinage pour les deux côtés. Pour des raisons techniques, le programme s'assure cependant qu'une zone non usinée d'une épaisseur minimum de 0,8 mm persiste sur la surface frontale. Cela permet de maintenir la face avant serrée sur un cadre à l'aide de pinces de 0,4 mm d'épaisseur pendant tout l'usinage.
Si cette valeur est inférieure, un message d'erreur apparaît. Réduisez alors les profondeurs de manière à ce que l'épaisseur minimale soit respectée. |
|
|